永州明睿陶瓷科技有限公司
YONGZHOU MINGRUI CERAMIC TECH. CO., LTD.
专注氧化锆陶瓷和氧化铝陶瓷 结构件加工定制

扫一扫加好友
全国统一服务热线
181-2297-4045
投诉热线
181-2297-3256
永州明睿陶瓷科技有限公司
YONGZHOU MINGRUI CERAMIC TECH. CO., LTD.
专注氧化锆陶瓷和氧化铝陶瓷 结构件加工定制
全国统一服务热线
181-2297-4045
投诉热线
181-2297-3256


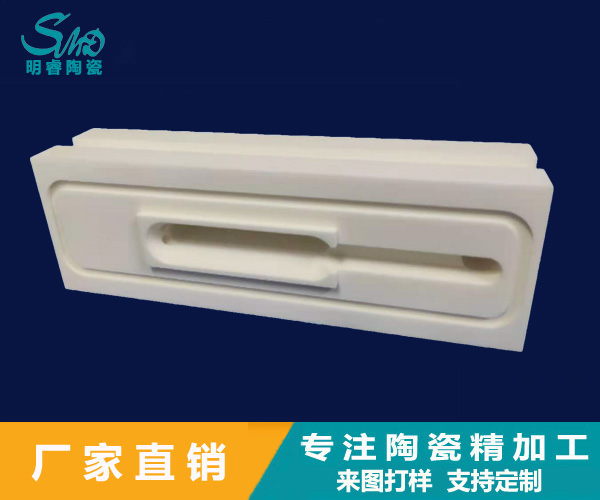
陶瓷顶梳,又称为陶瓷顶齿和陶瓷立梳。它是直型精梳机的一个主要构件。精梳锡林梳理时顶梳升高,分离须丛时顶梳下降,梳理已被锡林梳理过的纤维须丛尾部。位置宜靠近处于拔取阶段时的拔取皮板(皮辊),隔距以0.5~1mm为宜,以保证纤维须丛未被锡林梳到部分都能够受到顶梳的梳理。
氧化锆陶瓷加工方法中,机械加工方法的效率高,因而在工业上获得广泛应用,特别是金刚石砂轮磨削、研磨和抛光较为普遍。氧化锆陶瓷其他加工方法大多适用于打孔、切割或微加工等。切割时大多用金刚石砂轮进行磨削切割,打孔时按照不同孔径分别进行超声波加工、研磨或磨削方式加工。
氧化锆陶瓷顶梳(图片来源:明睿陶瓷)
氧化锆陶瓷加工的主要问题
一、氧化锆陶瓷加工虽然有许多方法,但加工成本高,加工效率低,加工精度差。其主要原因之一是陶瓷的硬度非常高。 对于氧化锆陶瓷未烧体或焙烧体主要用切削加工进行粗加工,烧结后用磨削进行精加工。
二、根据氧化锆陶瓷情况不同,也可以不经加工,直接磨削加工烧结体使之达到设计精度。就加工过程而言,氧化锆陶瓷与金属零件几乎是相似的,但氧化钴陶瓷的加工余星则大得多。未烧体或焙烧体陶瓷粗加工时,易于出现强度不足或表面加工缺陷问题,或由于装卡不充分等原因,而不能获得所要求的最终加工形状。由于烧结时不能保持收缩均匀,在粗加工时就要使尺寸不要太靠近最终尺寸,所以留有的精加工的余量就大。对于金属加工,精加工余量如考虑热变形和热处理产生的黑皮。则应尽可能留百分之几毫米。对陶瓷加工来说,精加工余量则需有几毫米甚至十几毫米。加工余量大,生产率降低,生产成本升高。
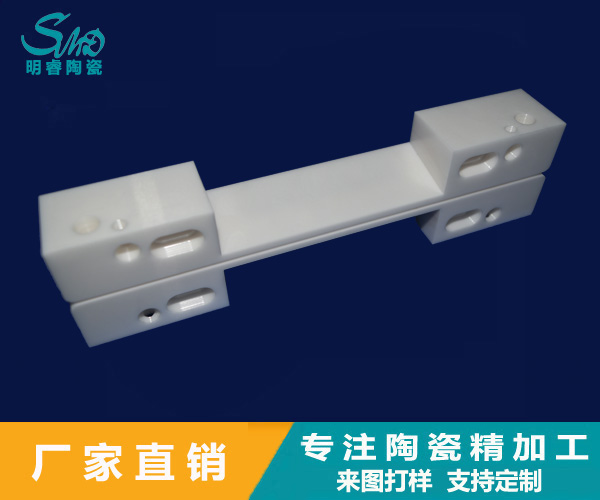
氧化锆陶瓷顶梳(图片来源:明睿陶瓷)
三、氧化锆陶瓷加工的另-一个问题是加工刀具费用大切削加工需使用高价的烧结金刚石、CBN刀具 ,精加工也是以金刚石砂轮为主,因此刀具费用要高出金属切削所用刀具数十倍至百倍。氧化锆陶瓷的强度对于加工条件是敏感的,难于实现高效率加工所以氧化锆陶瓷的加工成本相对于普通材料要高很多。